
CNC零配件加工注意事项-数控车床轴类加工优化
时间:2023-06-16浏览次数:5452CNC零配件加工的注意事项
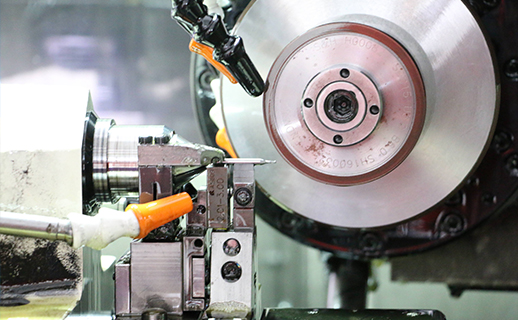
轴类零件是一种常见的零件,其结构为旋转体,其长度一般超过直径。 它们广泛应用于各种工业设备中,以支撑传动系统部件、传递扭矩和承受载荷。 轴类零件的加工必须符合一定的规律。 根据文字,我们可以了解实际的处理流程和一些必须注意的问题。
电子烟盒
1、轴类零件的基本加工
轴类零件的关键加工面是外表面及其一般特征面。 因此,应针对各种精度等级和表面粗糙度规定选择[敏感词]的加工方法。 基本上,加工线可以分为四个。
首先是从粗车到半精车再到精车的加工路线。 这也是普通毛轴零件外圆加工选择的关键的加工路线; 二是从粗车到半精车。 车削,再到精磨,终选择的是精加工路线。 对于精度要求较高、表面粗糙度规则较小的轻金属原材料和零件以及必须硬化的零件,这类加工路线是[敏感词]选择,因为切削是理想的后加工工艺; 第三条路线是从粗车削到半精车削,再到精车削和金刚石车削。 这种加工路线专门加工稀有金属原料,由于稀有金属的强度小,很容易堵住小石头之间的缝隙。 通过切削加工一般不易获得规定的表面粗糙度。 必须使用精车和金刚石车削工艺; 终的加工路线是从粗车到半精车。 再到精磨、精抛光,后精加工,这种工艺路线是常用于轻金属原材料经过淬火处理,精度要求高,表面粗糙度值低的零件的加工工艺路线。
铜管加工
2、轴类零件的前处理
在外圆上铣削轴类零件之前,必须进行一些预先准备程序。 这就是对轴类零件进行预处理的全过程。 提前重要的准备过程是矫直。 因为产品工件的毛坯在制造、运输和储存的整个过程中经常会发生弯曲变形。 为了更好地保证装夹可靠和剩余加工量分布均匀,在热态下,根据各种压力机或矫直机进行矫直。
三、轴类零件加工定位
首先,CNC零配件加工以产品工件的中心孔为定位基准进行加工。 在轴类零件的加工中,外表面、锥孔、外螺纹面的平行度,端面响应旋转轴的平面度,都是零件精度的关键反映。 这类曲面一般以轴的中心线为设计参考,以中心孔定位,符合参考重叠标准。 中心孔既是铣削时的定位基准,也是其他加工工序的定位基准和检验基准,符合统一的基准标准。
其次,外圆和中心孔作为加工的定位基准。 这种方法合理地摆脱了中心孔定位刚性差的缺陷,特别是在加工较重的产品工件时,中心孔的定位会导致装夹不稳定,刀具耐用度不能很大。 如果选择外圆和中心孔作为定位基准,则无需担心这个问题。 粗加工时,选择轴的外表面和中心孔作为定位基准,加工时能承受较大的钻孔扭矩,是轴类零件常用的定位方法。
三是用两个外圆面作为定位基准进行加工。CNC零配件加工 空心轴内孔时,不能以中心孔作为定位基准,应以轴的两个外圆面作为定位基准。 加工机床主轴时,常以两个支承轴颈作为定位基准,可有效保证锥孔相对于支承轴颈的同轴度要求,消除基准不对中造成的误差。
后以带中心孔的锥塞作为加工的[敏感词]定位基准。 这种方法在空心轴的外表面加工中应用比较广泛。数控车床加工零件的注意事项
轴类零件是一种常见的零件,其结构为旋转体,其长度一般超过直径。 它们广泛应用于各种工业设备中,以支撑传动系统部件、传递扭矩和承受载荷。 轴类零件的加工必须符合一定的规律。 根据文字,我们可以了解实际的处理流程和一些必须注意的问题。
服务热线:13631565136
手机:18926579610
电话:0755-26740010
邮箱:senyuanmoju@126.com
地址:广东省深圳市宝安区石岩街道水田工业区宝石东路123号7栋1楼

扫一扫关注我们
