精密零件加工
在线咨询0755-26740010

微信扫一扫



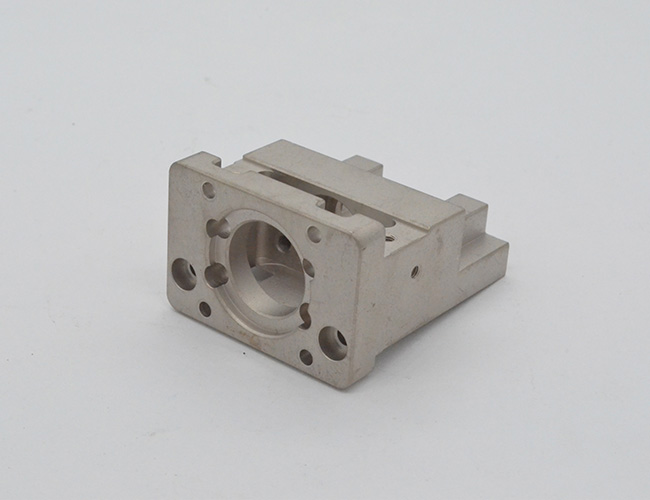

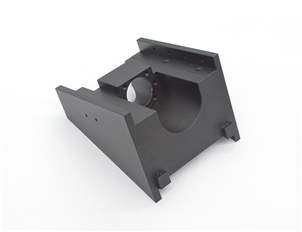
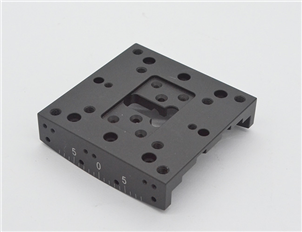
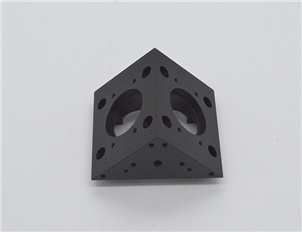
五金电动光学配件加工工艺过程
1.检查弧线摆动时的准球心程度,抛光液在缸内不得少于缸体积的3/4 ;
2.调节好抛光液温,检查是否畅通无阻;
3.按开关,观察机床运行情况,调节抛光时间和抛光液的流量,控车1分钟;
4.调节好主轴转速、摆臂摆幅、 摆速,力,在抛光过程中按质量情况可再进行修正。同时应
按需要修、刮抛光模及视批量大小更换抛光液,以使抛光液保持清洁。
五金电动光学配件加工机床的调整
(4)装上工件及模具,调节研磨杆的长度,使之达到需要的压力。
传统研磨抛光机床:
. ( 1 )以机床主轴为原点将研磨杆向主轴外侧(靠近操作者)和向内侧移动时,都可以达到加
大其与主轴的距离。但向主轴外侧移动研磨杆,上架摆动的弧线距离加大,光圈变化速度比向
内侧移动时快些。
( 2 )从法向分力的角度考虑,改变高光圈时宜轻,改变低光圈时宜重。
机床调整是否正确是影响光圈不稳定的主要因素。
机床调整包括:转速、压力、镜与工具的相对转速、相对位移等方面。
摆幅的大小(针对上摆机床)
摆幅越大,上面治具的中部与[敏感词]治具的边缘会磨损较多,所以,摆幅的大小应当合适。对于
球模来说,上面治具摆动的角度约为[敏感词]治具张角的0.4 ~ 0.55范围内。
服务热线:13631565136
手机:18926579610
电话:0755-26740010
邮箱:senyuanmoju@126.com
地址:广东省深圳市宝安区石岩街道水田工业区宝石东路123号7栋1楼

扫一扫关注我们