




在机械生产和精密零件加工中,软精密零件加工是一个令人头痛的问题。由于材料的原因,在夹紧零件时,夹紧力非常严格,不能太大或太小,因为太大会使工件夹具变形,而太小会使工件在加工过程中脱落。
软精密零件加工
就拿普通的铝零件来说,由于铝是一种相对较软的金属,具有较高的塑性,所以加工中产生的废屑呈条状,同时不易断屑,很容易产生热变形;此外,它不耐高温,在加工过程中容易产生积屑,表现为粘刀现象,这将增加切削力,当夹紧力不足时,容易使零件打滑。
1.过程分析
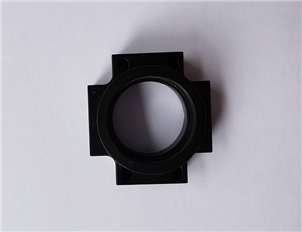
例如,金属密封垫片零件由纯铝1060制成,数量为500,属于批量工件类别。该结构为薄板环,外径D13.5mm毫米,内径D6毫米,厚度3毫米。零件的两个端面需要加工成三个90环形槽,以补偿软金属在压缩下的变形空间。零件表面粗糙度为1.6m.
这种工件的结构和形状非常简单,所以其加工工艺并不复杂。工件毛坯可选用直径为D20毫米的软铝棒,先在机床上夹紧加工工件的内孔、外圆和一个端面,然后切断工件,方便加工反面。在反向加工中,零件的毛坯厚度已经减少到只有3.2毫米。由于工件的材料问题,工件很难夹紧两次,所以可以用三爪自定心软爪卡盘和两件式夹具夹紧。
上述精密零件加工技术是一种常见的形式,但这种方法有明显的缺点,即不稳定。在夹紧状态下,工件周围会有不均匀的应力。如果零件的夹紧力太小,工件会在加工过程中“打滑”,而如果夹紧力太大,工件表面会被夹住。
服务热线:13631565136
手机:18926579610
电话:0755-26740010
邮箱:senyuanmoju@126.com
地址:广东省深圳市宝安区石岩街道水田工业区宝石东路123号7栋1楼

扫一扫关注我们