
钣金壳体加工有哪些工艺?
时间:2023-08-03浏览次数:5628
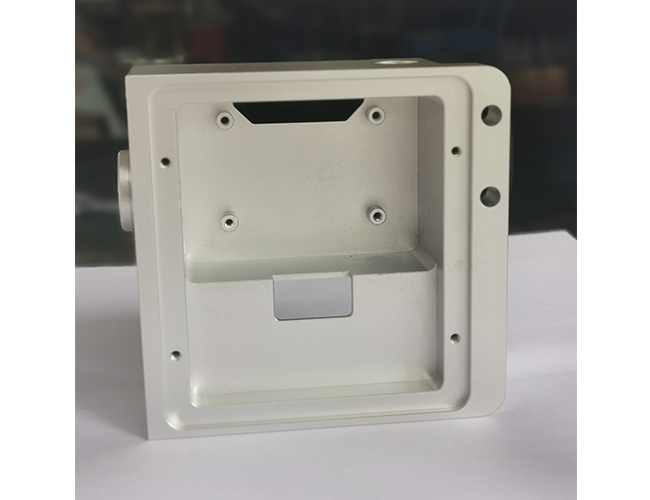
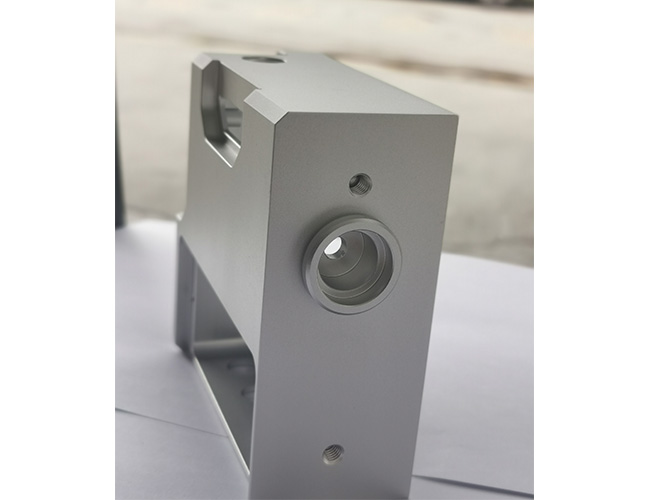
随着钣金壳体使用范围的日益扩大,它的加工工艺也备受关注。钣金壳体就是薄板五金件,也就是能够经过冲压,弯曲,拉伸等手腕来加工的零件,一个大致的定义就是在加工过程中厚度不变的零件. 相对应的是铸造件,锻压件,机械加工零件等。那么钣金壳体加工工艺都有哪些呢?接下来锦鸿宇小编就为大家介绍一下。
一、下料
下料方式主要有五种:剪床、冲床、数控数控下料、镭射下料、锯床等。
1、剪切机主要是准备模具落料成型加工,本钱低,普通精度不到0.2,但只能加工无孔无切角的条料或块料。
2、冲床是将展开后的平板零件冲切成各种外形的料件,具有耗时短、效率高、精度高、本钱低、适于大批量消费、可设计模具等特性。
3、普通冲床加工有冲孔、切角、落料、冲凸包(凸点)、冲撕裂、抽孔、成形等,其加工过程都需要相应的模具来完成。
4、NC数控下料首先要编写NC加工程序,应用编程软件,编写出NC数拉机能够辨认的展开图程序,让它依据这些程序一步一刀地对平板停止冲切各种构型的平钣,其构造均采用切削法,本钱较低,精度可达0.15。
5、镭射下料是采用激光切割方式,在大平板上切出平板的构造外形,就像NC下料一样需求写出镭射程序,它能够切出各种复杂外形的平面零件,价钱昂贵,精度为0.1。锯床主要用于铝型材、方管、圆棒等资料,本钱低,加工精度高。

二、钳工
夹具主要用于钣壳加工中沉孔,攻丝,扩孔,钻孔等。埋孔角普通为120℃,拉铆钉用,90℃为埋头螺丝用,攻丝用英制底孔。
三、翻边
也就是钣壳的翻边加工中的抽孔,就是把一个较大的孔抽到一个较小的基孔上,再进行攻丝,以增加其强度和螺纹圈数量,防止滑牙,适用于板厚较薄,其孔周正常浅翻边,厚度根本不变。
四、压铆
它经过液压压铆机或冲床完成工作,铆接到硬件上,构成可拆卸或不可拆卸的衔接体,以及升铆方式,需要注意方向。
五、弯曲
板壳加工折弯是把2D平面板件,折成3D外形的零件。它的加工需求有折弯机和相应的折弯模,折弯模有一定的折弯次第,形成干预的后折。普通先压铆后折弯,但有物料压铆后会发作干预就要先折铆,也有需求折铆—压铆—再折铆的工序。
六、焊接
金属钣壳的加工焊接办法很多,但常用的是CO2焊和氩弧焊,CO2焊具有消费效率高,能耗低,本钱低,抗锈性好等优点;用于不锈钢、铝板材类焊接,溶深,溶接慢,效率低,生产本钱高。
服务热线:13631565136
手机:18926579610
电话:0755-26740010
邮箱:senyuanmoju@126.com
地址:广东省深圳市宝安区石岩街道水田工业区宝石东路123号7栋1楼

扫一扫关注我们
